 Türk diliTürk dili
Türk diliTürk dili
Görüntüleme sayısı:0 Yazar:Bu siteyi düzenle Gönderildi: 2026-05-18 Kaynak:Bu site








Geleneksel PVC ekstrüzyon sistemleri, fonksiyonel ve yapısal profillerin üretiminde oldukça etkilidir, ancak dekoratif uygulamalar farklı düzeyde üretim hassasiyeti gerektirir. Günümüzün mimari ve iç mekan pazarları tutarlı boyutlar, iyileştirilmiş yüzey kalitesi ve doğal malzemeleri daha gerçekçi bir şekilde taklit eden kaplamalar talep ediyor. Bu beklentileri karşılamak için üreticiler, yalnızca profil şekillendirme için değil aynı zamanda entegre yüzey geliştirme ve bitirme için tasarlanmış özel ekstrüzyon hatları olan İstikrarlı ekstrüzyon performansını sonraki dekorasyon teknolojileriyle birleştiren bu sistemler, ahşap damarlı, taş efektli, yüksek parlaklıkta ve diğer katma değerli dekoratif profillerin üretilmesini sağlar.PVC dekoratif profil makinelerini giderek daha fazla benimsiyor.
Bu kılavuzda PVC dekoratif profil üretiminin ardındaki teknik hususlara odaklanıyoruz. Makine mimarisinin boyutsal kararlılığı nasıl etkilediğini, farklı PVC formülasyonlarının işleme performansını nasıl etkilediğini, dekorasyon modüllerinin üretim hattına nasıl entegre edildiğini ve ticari üretim için bir çözüm seçerken hangi ekipman değerlendirme faktörlerinin en önemli olduğunu öğreneceksiniz.

Eksiksiz bir hat, malzeme karıştırma, konik çift vidalı ekstrüzyon, hassas kalıp kalibrasyonu ve alt dekorasyondan (laminasyon veya baskı) oluşur.
Ekstruder namlusu metalurjisi formülasyonunuza uygun olmalıdır; yüksek kalsiyum karbonatlı (CaCO3) tarifler, hızlı aşınmayı önlemek için standart 38CrMoAlA"ya göre yükseltilmiş SKD çeliği gerektirir.
Gelişmiş pafta kafası tasarımları, kalıp şişmesini azaltmak için "ön iniş bölgelerini" kullanır ve dekoratif panellerin birbirine kenetlenmesi için gereken sıkı toleransları sağlar.
Toplam sermaye harcaması, hedef kapasiteye (80 kg/saat ila 1000 kg/saat) ve özel ko-ekstrüzyon gereksinimlerine bağlı olarak 30.000 ABD Doları ile 100.000 ABD Doları+ arasında değişmektedir.
Donanım doğrudan ürün kalitesine dönüşür. Aynı zamanda genel süreç kararlılığınızı da belirler. Üretimi optimize etmek için her bir bileşeni anlamalısınız.
Tutarlı besleme, malzemenin bozulmasını önler. Çıktınızı tekdüze tutar. Bu dengeyi sağlamak için belirli mekanizmalara güveniyoruz.
DTC Tipi Vidalı Yükleyiciler: Bu ünitelerde limit anahtarları bulunur. Tutarlı malzeme teslimatı sağlarlar. Anahtarlar taşma beslemesini otomatik olarak önler.
Vakumlu Gaz Alma Sistemleri: Nem, yüzey estetiğini bozar. Vakum pompaları sürekli olarak hammaddelerden nemi çeker. Bu ekstraksiyon, son dekoratif profilinizde yüzey kabarcıklarını önler.
Kırıcı Plakalar ve Elek Paketleri: Bu bileşenler fiziksel yabancı maddeleri filtreler. Aynı zamanda akışkanlar dinamiği açısından da önemli bir role sahiptirler. 'Vida döndürme hafızasını' ortadan kaldırırlar. Bu düzeltme, kalıptan önce düzgün bir eriyik akışı sağlar.
Kalıp kafası erimiş plastiği şekillendirir. Nihai profil geometrinizi belirler. Gelişmiş mühendislik burada standart makineleri birinci sınıf makinelerden ayırıyor.
Mühendisler kalıbın içindeki geçiş ve ön iniş bölgelerini kullanır. Erimiş PVC aşırı basınç altında kalıba girer. Bu basıncın düşürülmesi anında "kalıp şişmesine" neden olur. Plastik, çıkarken tahmin edilemeyecek şekilde genişler. Özel olarak tasarlanmış kalıp kafaları basıncı kademeli olarak düşürür. Ön kara bölgesi, nihai kara bölgesinden önce eriyiği stabilize eder. Bu azalma kalıbın şişmesini büyük ölçüde sınırlar. Birbirine kenetlenen dekoratif paneller için gereken sıkı toleranslara ulaşırsınız.
Ekstrüzyondan hemen sonra profil boyutlarını kilitlemeniz gerekir. Çok yavaş soğutma sarkmaya neden olur. Çok hızlı soğutma iç strese neden olur.
Modern hatlar, alternatif vakum ve soğuk-sıcak değişim kalibrasyon tablolarını kullanır. Bu tablolar boyutları hızla kilitler. Vakum, yumuşak plastiği hassas metal şablonlara doğru çeker. Soğuk su şekli anında katılaştırır.
Daha sonra ikili çekme sistemleriyle karşılaşırsınız. İlk aşama profili tutarlı bir şekilde çeker. İkinci aşama biraz farklı işliyor. Özellikle artık iç stresi ortadan kaldırır. Bu iki aşamalı işlem, bitmiş dekoratif kaplamalarınızın eğrilmesini önler.
Uzun vadeli operasyonel güvenilirlik metalurjiye bağlıdır. Makineniz aşındırıcı malzemeleri günlük olarak kullanmalıdır. Önleyici bakım, ekipman seçimi aşamasında başlar.
Dekoratif profiller genellikle ağır dolgu yüklerinden yararlanır. Taş plastik ve ağır PVC kaplamalar başlıca örnekleri temsil etmektedir. Üreticiler yüksek düzeyde kalsiyum karbonat (CaCO3) ekliyor. CaCO3 genel malzeme maliyetlerini önemli ölçüde azaltır. Aynı zamanda son profilin sağlamlığını da arttırır. Ancak CaCO3 namlunun içinde ciddi bir aşındırıcı görevi görür.
Çelik kalitenizi formülasyonunuzla eşleştirmelisiniz. Yanlış metalurjinin seçilmesi ekipmanın erken arızalanmasını garanti eder. Vidalar aşındıkça çıktı hızla düşer.
Standart konfigürasyonlarda nitrürlenmiş 38CrMoAlA çeliği kullanılır. Bu alaşım saf PVC"yi mükemmel şekilde işler. Ağır CaCO3 yükleri altında hızla başarısız olur. Ağır aşınma uygulamaları bimetalik vidalar gerektirir. Bu tarifler için SKD çelik yükseltmelerini göz önünde bulundurmalısınız. SKD çeliği 800-900HV sertliğe ulaşır. Bu aşırı sertlik, vidanın zamanından önce bozulmasını önler.
Metalurji Türü | Sertlik Seviyesi | En İyi Uygulama | Aşınma Direnci |
|---|---|---|---|
38CrMoAlA (Nitrürlenmiş) | ~800HV (Yalnızca yüzey) | Standart PVC, Düşük Dolgulu | Ilıman |
Bimetalik Kaplama | ~850HV (Derin katman) | Orta CaCO3 Dolgu | Yüksek |
SKD Çelik (Yükseltilmiş) | 800-900HV (Tamamen sertleştirilmiş) | Yüksek Kalsiyumlu Taş Plastik | Maksimum |
Yüksek verimli konik çift vidalı modeller üretim hızını optimize eder. Dakikada 4-6 metre gibi etkileyici hızlara ulaşabilirler. Ayrıca optimize edilmiş vida geometrileri plastiği daha düşük sıcaklıklarda eritir. Bu verimlilik, uzun vadeli enerji tüketimini %15"e kadar azaltır. Elektrik faturalarını şişirmeden yüksek verimi korursunuz.
Ekstrüzyon işlemi temel geometriyi oluşturur. Alt modüller profili gerçek anlamda "dekoratif" kılar. Bu modülleri hedef pazarınıza göre seçersiniz.
Birçok premium profil birden fazla malzeme katmanı gerektirir. Yapısal temel çekirdek için bir ana ekstruder kullanırsınız. Daha sonra hatta daha küçük bir ortak ekstruder eklersiniz. Bu ikincil makine birinci sınıf bir dış katman uygular. Dış mekan PVC"sine hava koşullarına dayanıklı ASA uygulayabilirsiniz. Ayrıca iç kaplama için çok parlak renkli PMMA da uygulayabilirsiniz.
Laminasyon, ham profilin etrafına dekoratif bir film sarar. İki farklı yapıştırma sistemi arasında seçim yapmalısınız.
Soğuk Tutkal Sistemleri: Bu sistemler üstün tesviye süresi sunar. Yapıştırıcı sertleşmeden önce düzgün bir şekilde yayılır. Karmaşık geometrik profillerde kabarcıksız bir yüzey elde edersiniz. Soğuk tutkal ayrıca daha düşük enerji maliyetleri sunar. Operatörler sıfır toksik gaz çıkışı ortamını takdir etmektedir.
Hot Melt Sistemleri: Bu sistemler hıza öncelik verir. Yapıştırıcı inanılmaz derecede hızlı kürleşme süreleri sağlar. Yüksek hızlı sürekli üretim hatları için sıcak eritmeyi kullanırsınız.
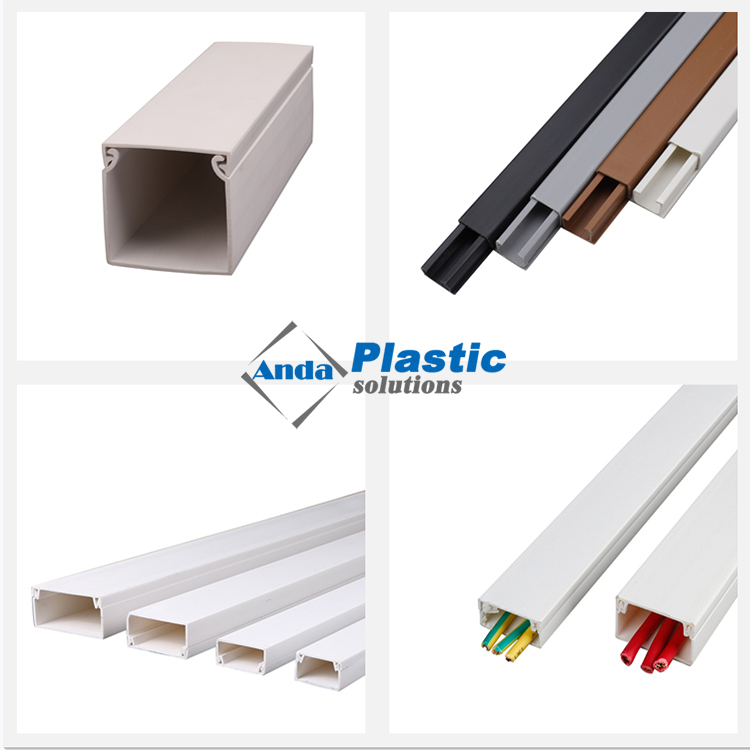
Bazı profiller farklı estetik yaklaşımlar gerektirir. Hat içi ısı transfer baskı, karmaşık desenleri doğrudan uygular. Parlak yağlı kaplama baskılı yüzeyi kapatır. Bu tedavileri tavan panellerinde sıklıkla görüyorsunuz. Ayrıca süpürgeliklere ve mobilya kenar bantlarına da hakimdirler.
Ekipman özelliklerini hedef son ürünlerinizle eşleştirmeniz gerekir. Tek bir makine her profili en iyi şekilde üretemez. Satırları birincil çıktılarına göre sınıflandırırız.
Hedef Ürün Hattı | Temel Ekipman Özelliği | Birincil Üretim Zorluğu |
|---|---|---|
PVC Tavan ve Duvar Panelleri | Geniş tahta ekstrüzyon kalıpları | Yüzey eğilmesini önlemek için son derece kararlı vakum kalibrasyonu gerektirir. |
Kenar Bantlama ve Süpürgelik | Yüksek hızlı, çok gözlü kalıplar | Hassas hat içi delme ve senkronize baskı hızları gerektirir. |
WPC Kapı ve Trim Hatları | Satır içi kabartma silindirleri | Ekstrüzyondan hemen sonra doğal ahşap damar dokularını simüle etmelidir. |
Yumuşak/Sert Ko-Ekstrüzyon | Çift ekstruder senkronizasyonu | Esnek hava yalıtımını (yumuşak PVC/TPE) sert bir tabana entegre etmek. |
Bu hatlar geniş levha ekstrüzyonunu gerçekleştirir. Geniş yüzey alanı benzersiz soğutma zorlukları sunar. Son derece kararlı vakum kalibrasyonuna ihtiyacınız var. Doğru kalibrasyon, soğuma aşamasında yüzeyin eğilmesini önler. Birbirine kenetlenen tavan kurulumları için düzlük kritik olmaya devam etmektedir.

Bu ürünler çok büyük hacim gerektirir. Üreticiler yüksek hızlı, çok boşluklu ekstrüzyon kurulumları kullanıyor. 1-kalıplı-6-boşluklu bir konfigürasyon çıktıyı önemli ölçüde artırır. Bu kurulumu satır içi delme ile birleştiriyorsunuz. Sorunsuz üretim için hat içi yazdırmayı da entegre edersiniz.
Ahşap plastik kompozitler ağır dokulama gerektirir. Kalıptan sonra hat içi kabartma silindirlerini takarsınız. Bu silindirler sıcak profile derinlemesine baskı yapar. Ekstrüzyondan hemen sonra doğal ahşap damar dokularını simüle ederler. Malzeme soğudukça bu dokuyu kalıcı olarak tutar.
Birçok dekoratif profil işlevsel eklemeler gerektirir. Pencere kaplamaları genellikle entegre esnek hava yalıtımına ihtiyaç duyar. Bunu yumuşak PVC veya TPE kullanarak başarabilirsiniz. Birlikte ekstrüzyon işlemi, yumuşak contayı sert kaplamaya kalıcı olarak bağlar.
Ticari karar alma, sıkı bir satıcı değerlendirmesi gerektirir. Teknik yetenekleri şeffaf bir şekilde değerlendirmelisiniz. Güvenilir ekipman tedarik etmek, broşürleri incelemekten daha fazlasını gerektirir.
Satıcıları kapsamlı yeteneklerine göre değerlendirmelisiniz. Senkronize yardımcı ekipman tedarik edebiliyorlar mı? Hammaddeleriniz için yüksek hızlı karıştırıcılara ihtiyacınız olacak. Ayrıca hat içi zımbalara ve profil kaynak makinelerine de ihtiyacınız var. Anahtar teslim sağlayıcılar tüm bu makinelerin sorunsuz bir şekilde iletişim kurmasını sağlar. Bağımsız satın alma çoğu zaman entegrasyon sorunları yaratır.
Test yapmak, en büyük risk azaltma stratejinizi temsil eder. Satıcının Fabrika Kabul Testleri (FAT) sırasında formül testi sağlayıp sağlamadığını doğrulayın. Yüksek dolgulu tarifler kullanıyorsanız standart PVC"yi çalıştırmak hiçbir şeyi kanıtlamaz. Göndermeden önce tam formülünüzü test etmelisiniz.
Ayrıca, açık garanti koşullarını arayın. Özellikle çabuk aşınan parçalara odaklanın. Makine gövdesindeki garantilerin çok az anlamı vardır. Vidalar ve variller için korumaya ihtiyacınız var. Bu bileşenler günlük olarak en fazla stresle başa çıkar.
Güvenilir bir PVC Dekoratif Profil Makinesi, gelişmiş akışkan dinamiği ile sağlam metalurjiyi dengeler. Karmaşık geometrileri işlemek için özel kalıp kafalarına ihtiyacınız var. Ayrıca yüksek dolgulu tariflerin üstesinden gelmek için sert çeliğe de ihtiyacınız var. Bunları hassas yüzey işleme modülleriyle eşleştirmek pazar başarısını garanti eder.
Alıcıların öncelikle profil kesitlerini tam olarak tamamlamalarını öneririz. Doğruluk için CAD çizimlerini kullanın. Ayrıca ham madde formülünüzü, özellikle dolgu yüzdesini de tamamlamanız gerekir. Satıcıdan teklif istemeden önce bunu yapın. Bu iki kritik faktör, gerekli ekstruder boyutunu belirler. Çelik kalitenizi belirlerler. Ayrıca ileriye dönük olarak kalıp karmaşıklığınızı da tanımlarlar.
C: Çıkış kapasiteleri makine konfigürasyonuna bağlı olarak önemli ölçüde değişiklik gösterir. Küçük trim hatları tipik olarak yaklaşık 80 kg/saat verim sağlar. Bunun tersine, ağır hizmet tipi çoklu kartlı hatlar 1000 kg/saat"i aşabilir. Özel çıktınız tamamen seçilen ekstruder modeline, kalıbın karmaşıklığına ve hammadde formülasyonuna bağlıdır.
C: Ana donanım çerçeveleri benzer görünse de iç mekanikler büyük ölçüde farklılık gösteriyor. Yumuşak PVC uygulamalarında genellikle tek vidalı ekstrüderler kullanılır. Sert profiller konik çift vidalı konfigürasyonlar gerektirir. Ayrıca vida tasarımları, kalıp kafaları ve aşağı yöndeki soğutma yöntemleri tamamen her malzeme türü için özelleştirilmiştir.
C: Plastikte artık iç gerilim kaldığında bükülme meydana gelir. Sıcaklığın tamamen düşürülmesi için yeterli soğutma tankı uzunluğunu sağlamalısınız. Daha da önemlisi, iki aşamalı bir çekme sistemi uygulayın. İkinci aşama, profil kesici testereye ulaşmadan önce iç gerilimi serbest bırakarak malzemeyi gevşetir.















